















 10 / 52
10 / 52

titelthema
|
metall an der fassade
10
FASSADE 1/2017
der Dichtungsmaterialien führen. Auch die
Beschichtung der Verbindungsstege bei Iso-
lierprofilen führt immer wieder zu Rekla-
mationen, da es dort zu Lackfilmstörun-
gen und Haftungsschwierigkeiten kommt.
Deshalb sollten, um Diskussionen auszu-
schließen, erst nach dem Beschichten die
Außen- und Innenschalen der Isolierpro-
file miteinander verbunden werden. Auch
der Beschichtungsbetrieb stellt, wenn vom
Auftraggeber gefordert, über ein entspre-
chendes Werkzeugnis mit detaillierten An-
gaben zum auftragsbezogenen Fertigungs-
prozess und zu den Ergebnissen der Qua-
litätskontrollen aus. Deshalb gilt auch hier
der Grundsatz „Wer schreibt, der bleibt.“
Fazit
Bedingt durch die harmonisierten Normen
und Regelwerke ist in Zukunft den Quali-
tätssicherungssystemen (Qualitätszeichen/
Siegel) in den Anodisier- und Beschich-
tungsbetrieben, die in den Architekturbe-
reich liefern, der Vorzug zu geben. Bereits
heute verlangt der Generalunternehmer bei
großen Bauvorhaben eine Dokumentation
der Oberflächenbehandlung mit den dort
verwendeten Produkten. Deshalb ist der
Auftraggeber gut beraten, wenn er bei der
Anlieferung der oberflächenveredelten Bau-
teile auch den schriftlichen Nachweis über
die Einhaltung der Mindestanforderungen
in Form eines Werkzeugnisses und Detail
angaben zu dem verwendeten Beschich-
tungssystem (bei Pulver- und Flüssiglacken)
erhält. In einigen Ländern ist es bereits heu-
te Standard, derartige Unterlagen beizufü-
gen. Die hier genannte DIN EN1090 macht
dabei bereits den Anfang. Andere Regel-
werke werden in den nächsten Jahren noch
folgen.
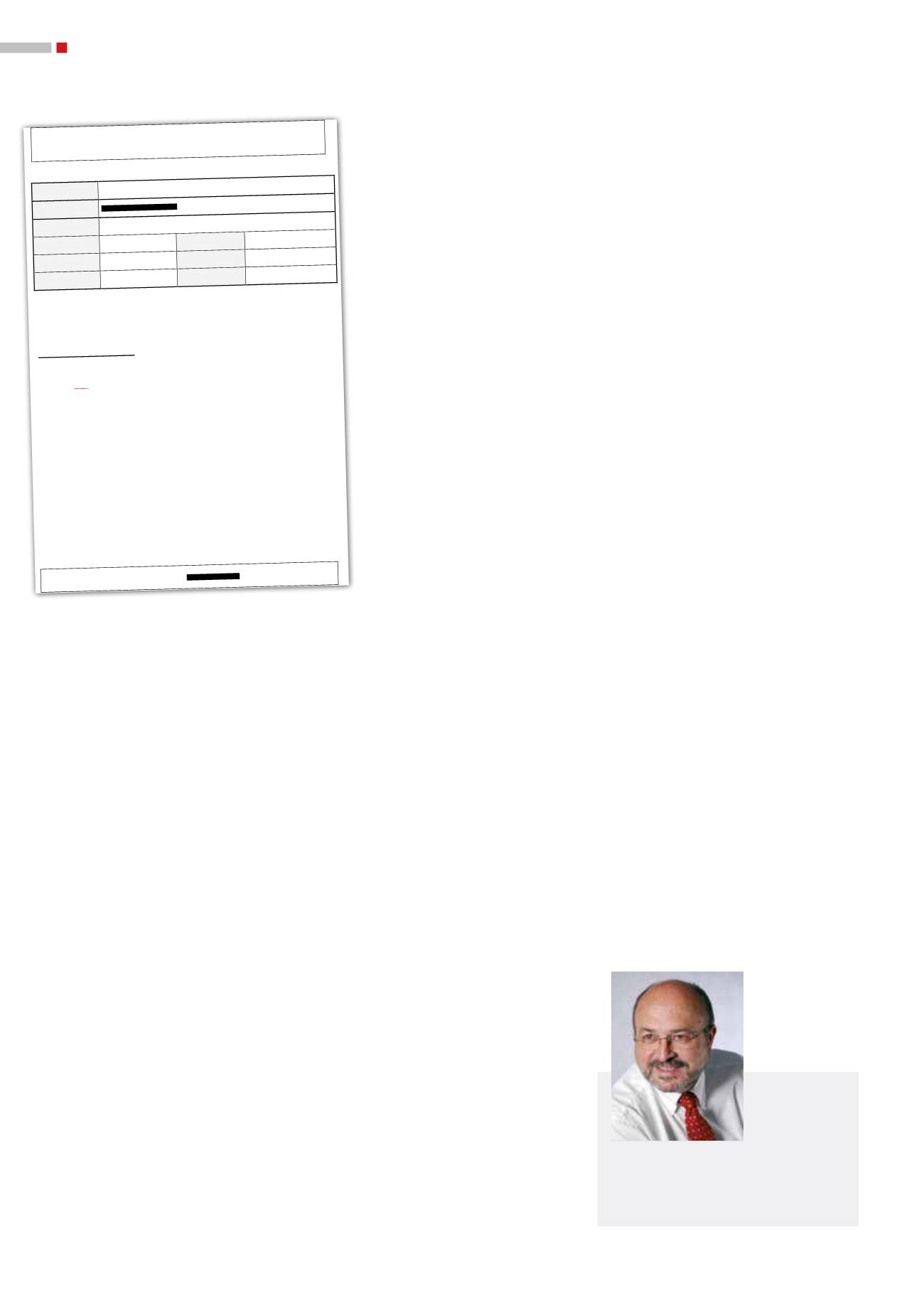
Fotos und Werkszeugnis mit freundlicher
Genehmigung der Fa. Eloxalwerk Ehingen
Krämer + Eckert GmbH &
Co.KGDipl.-Ing. (FH)
Hans Pfeifer
ist von der IHK
Ostwürttemberg
öffentlich bestellter und vereidigter Sachverstän-
diger für angewandte Elektrochemie und Werk-
stoffkunde und Mitglied im UBF – Unabhängige
Berater für Fassadentechnik e. V.
1 – QUALICOAT), die sog. Masterqualität
(Stufe 2 – QUALICOAT) und die Premium-
qualität (Stufe 3 – QUALICOAT). Nach den
derzeitigen Erfahrungen sollten im Außen-
bereich Beschichtungsstoffe mit den Zu-
lassungen bei den Qualitätsgemeinschaf-
ten mindestens in der Masterqualität der
GSB (Stufe 2 – QUALICOAT) zum Einsatz
kommen. Insbesondere bei Metalleffektbe-
schichtungen können Ausführungen in der
Standardqualität bereits nach wenigen Jah-
ren aufgrund der ausgeprägtenVerwitterung
nicht in jedem Fall durch eine angepasste
Reinigung in einen optisch ansprechenden
Zustand versetzt werden. Deshalb lassen
sich die etwas höheren Beschichtungskosten
durch die deutlich besseren Bewitterungsei-
genschaften dem Bauherrn gegenüber argu-
mentieren.
Bei organischen Beschichtungen, die im
Küstenbereich zum Einsatz kommen,
oder dort, wo Chloride vorhanden sind
(Schwimm-/Solebäder), sollte als Vorbe-
handlungsvariante die Voranodisation als
das sichere Vorbehandlungsverfahren der
Standard sein. Abweichend von den bei-
den anderen Qualitätszeichen ist es für das
GSB-Mitglied möglich, den Beschichtungs-
betrieb in drei Qualitätsstufen – und zwar
als zugelassener Beschichter, Beschichter
in Masterqualität und Beschichter mit Pre-
miumqualität – zertifizieren zu lassen. Der
Premiumbeschichter besitzt einen doku-
mentierten Prozessablauf, der bei der
GSB hinterlegt ist und muss eine Rei-
he zusätzlicher Eigenüberwachungs-
maßnahmen, die dokumentiert und
durch ein neutrales Prüfinstitut regel-
mäßig überwacht werden, einhalten.
Damit wird den im Zusammenhang
mit den harmonisierten europäischen
Normen und Regelwerken vorge-
schriebenen
Qualitätssicherungs-
und Qualitätsmanagement-Systemen
Rechnung getragen. Auch verfügen
die Beschichtungsbetriebe in der Pre-
miumklasse beispielsweise über ein
Farbmessgerät, um zu gewährleisten,
dass bei Folgeaufträgen über Monate
hinweg keine sichtbaren Farbtonun-
terschiede entstehen können.
Was muss der
Auftraggeber beachten?
Generell sollte der Beschichtungs-
betrieb Mitglied in einem der drei
Qualitätsorganisationen sein. Da-
mit ist Gewähr gegeben, dass unab-
hängig von den auszuführenden Ei-
genkontrollen ein dokumentiertes
Qualitätssicherungssystem, über-
prüft durch unabhängige Prüfor-
ganisationen, vorhanden ist. Im Falle eines
Schadens lassen sich auch, da alle Quali-
tätsorganisationen für ihre Mitglieder Rück-
stellmuster vorschreiben, innerhalb der Ge-
währleistungszeit der Verursacher z.B. der
Lackhersteller, der Beschichter oder Drit-
te (z. B. Gebäudereiniger, Gipser) feststel-
len. Sollte der Auftraggeber zwei Beschich-
tungsbetriebe beauftragen, ist das zu verar-
beitende Lacksystem exakt festzulegen. Es
kann aber trotzdem vorkommen, das auf-
grund der Applikationstechnik leichte Farb-
tonunterschiede insbesondere bei Metallef-
fektlacken auftreten. Hier wird empfohlen,
kritische und vor allen Dingen hochbrillan-
te Metalleffektfarben nur von einem Unter-
nehmen ausführen zu lassen. Weiter darf
nicht vergessen werden, dass in filiformkor-
rosionsgefährdeten Gebieten (Küstenberei-
che, Hamburg usw.) als sicheresVorbehand-
lungsverfahren die Voranodisation vor der
eigentlichen Beschichtung auszuführen ist.
Die oft von der ausschreibenden Stelle for-
mulierte Anforderung „Schnittkanten müs-
sen beschichtet sein“ ist in diesem Fall nicht
notwendig, da die Voranodisation eine der-
artige Anforderung ausschließt. Streitfälle
entstehen auch, wenn die sogenannten Ne-
bensichtflächen oder Flächen mit geringen
Anforderungen dünne Lackfilmschichtdi-
cken aufweisen. DieVorgabe des Auftragge-
bers, hohe Schichtdicken dort vorzuschrei-
ben, kann zu Problemen beim Anbringen
Eloxalwerk Ehingen
Krämer + Eckert
Werksbescheinigung 2.1
GmbH & Co. KG
nach DIN EN 10 204
Rev. 04
Geändert:28.02.11,Braune
Freigegeben:28.02.11,BrauneQMB
O:\Qualitaetssicherung\Prüfberichte_Protokolle\ETAG002\RaicoSG -ETAG002Werksbescheinigung_2_1 Eloxal EV1-
604696.doc
Lieferant:
Eloxalwerk Ehingen Krämer + Eckert GmbH & Co.KG
Kunde:
Raico Bautechnik GmbH
Auftrag:
604696 / BA139239
Auftrags-Datum:
02.12.2016
Bearbeitung:
Etag 002 EV1
Norm:
DIN 17611
Schichtdicke
Klasse 20
Artikel:
219223 / SG Leiste
Stückzahl:
343
Bei elekrolytischgefärbtenOberflächenwird keinScheinleitwertgemessen.
DurchdieEinlagerung vonZinnbeim FärbenderOxidschichtwirddieMessungbeeinflusst.
BeiAufträgenmit eingefärbterOberflächewerdenwir einPrüfblechmit IhremMaterialmitlaufen lassen.
DiesesBlechwirdnachdemEloxieren,bzw. vordem Färben abgenommenundnachdem Färbenwieder aufgehängt.
AndiesemBlechwirdnachdemVerdichtenderScheinleitwertgemessen.
Konformitätserklärung:
Wir erklärendieKonformitätunsererEloxalqualitätmitder indemPrüfbericht11-000595-PB01-K01-09-de-01 des IFTRosenheim
beschriebenenEloxal,SubstratAu.B .
Oberflächenbehandlung: Reinigungwird alsnachfolgenderSchrittnicht ausgeführt.
WirgarantierendieEinhaltungderBadparameterunddie imPrüfplangenanntenDaten.
Wirgarantieren
nicht
fürdieVerklebungderProfilemitGlas.FürdieVerklebungderProfilemitdemGlasund fürdienotwendige
EinhaltungderParameter ist alleinderweiterverarbeitendeBetrieb verantwortlich.
Wirweisen darauf hin, dass dieVerklebung extern geprüft und freigegebenwerdenmuss.
Bestätigung der Prüfung
Hiermit bestätigt der Lieferant, dass die gelieferten Erzeugnisse den im Angebot,
Auftrag gemachten Vereinbarung entsprechen.
Harald Braune Ausgestellt am: 05.12.2016
QMB
Werkszeugnis der Firma Eloxal Ehingen.